淄博漢龍機械有限公司
ZIBO HANLONG MACHINERY CO., LTD
-
-
全國咨詢熱線
0533-5333776


ZIBO HANLONG MACHINERY CO., LTD
全國咨詢熱線
0533-5333776

圓鋸機報警類信息:1、鋸片潤滑液低位報警!! 潤滑液過低,自動狀態下出現此報警,切割完當前段,鋸片退回原位進入待機模式,加滿潤滑油后,按啟動,繼續運行。手動模式下,不影響
1.4月11日,統計局公布的數據顯示,受國內多點散發疫情和國際大宗商品價格上漲等因素影響,3月CPI環比持平,同比上漲1.5%,漲幅比2月擴大0.6個百分點;PPI環比上漲1.1%,漲幅比2月擴大0.6個百分點,同比上漲8.3%,漲幅比上月回落0.5個百分點。2. 中國3月份貨幣供應M2同比增長9.
1.交流接觸器鐵芯的復位弱簧力小,不復位,可更換線圈。2.電壓低,鐵芯不動作,可提高控制電壓。
1.做好產品調查。由于生產鋸條的生產廠越來越多,國內外品牌越來越雜,鋸條質量有明顯的差異。2.要選購質量穩定的生產廠家的產品。相對而言,國內外知名度高的品牌用起來放心。3.如果整箱購買,要查看包裝箱與鋸條帶體的商標是否一致,要識別帶體上外文、字標是否為所選品牌。4.檢查帶體表面上有無軋制裂痕,齒尖有
問:有的鋸條使用時從中間(縱向)劈開,變成兩條,是什么原因呢?答:原因是鋸條崩齒時,崩掉的齒尖嵌在導向塊中間,像一把刨刀不停地切割著運動中的鋸帶,很短的一兩個小時就把環狀的鋸帶從中間劈開了。還有的把一根鋸帶劈成三條環呢。另外,導向軸承沒調整好,不是用軸承外圓平面,而是用軸承的邊棱擠壓鋸條,這也是把鋸
一、鋸床本身原因造成打齒、斷帶,過早報廢。描述如下: (1)鋸床在制造精度方面和裝配技術方面存在著一定問題。(2)有的鋸床使用年限長了且不做專業維護保養。(3)忽視導向系統及鋼絲刷的定期更換檢修保養。(4)有的鋸床本身沒有問題,但在鋸帶張緊力設置上普遍缺少專業指導。
簡介:雙金屬帶鋸條,屬高端高科技的切削工具。其帶體是優質彈簧鋼材料,鋸齒是高性能高速鋼材料,通過電子束真空焊接等一系列先進工藝制造而成。在鋸齒加工環節上更是十分的精細,鋸齒兩側的分齒量偏差也控制在±0.05mm,確保了鋸切的精度和鋸切斷面的光潔度。那么,這樣高精度的切削工具,有時鋸下的工件表面為什么
問:帶鋸床的加工精度標準是怎么規定的?答:查《中華人民共和國機械工業部部標準》1987年實施的JB/4318《臥式帶鋸床》標準,帶鋸床鋸斷件端面每100MM垂直度誤差為0.4MM.1998年實施的JB/T7963《金屬帶鋸條》標準規定的分齒量偏差在+-0.05MM.問:帶鋸條鋸齒分齒量怎樣保證的?答
一.操作者必須熟悉鋸床的一般性能結構、各手柄功能、傳動和液壓系統。二.在開動鋸床前按照潤滑說明潤滑鋸床各部,并檢查鋸床蝸輪箱內潤滑油和水箱內乳化切屑液的濃度和油量是否到位。三.開車前檢查電器設備、各部位手柄是否在規定位置。四.如機床停車時間較長,開動設備時,應低速運轉3-5分鐘,確認液壓系統運轉正常
一、開機前的準備工作:1、檢查機床外觀及操作按鈕等無損壞后,調整輔助送料架與機床一致。2、加注液壓油。46#抗磨液壓油75kg,然后再加注切削液。3、請專職電工把三相四線電源線接到機床上。380v接到3p斷路器處,零線接到2p斷路器處。注意:千萬不能接錯,如果接錯可導致伺服燒毀。二、開機前請詳細閱讀
電話:0533-5333776
技術咨詢電話:15288940600、 13515332906
郵箱:hljx2009@163.com
公司地址:山東省淄博市淄川區雙峰工業園區
版權所有: 淄博漢龍機械有限公司. 備案號. : 魯 ICP 14024888-1

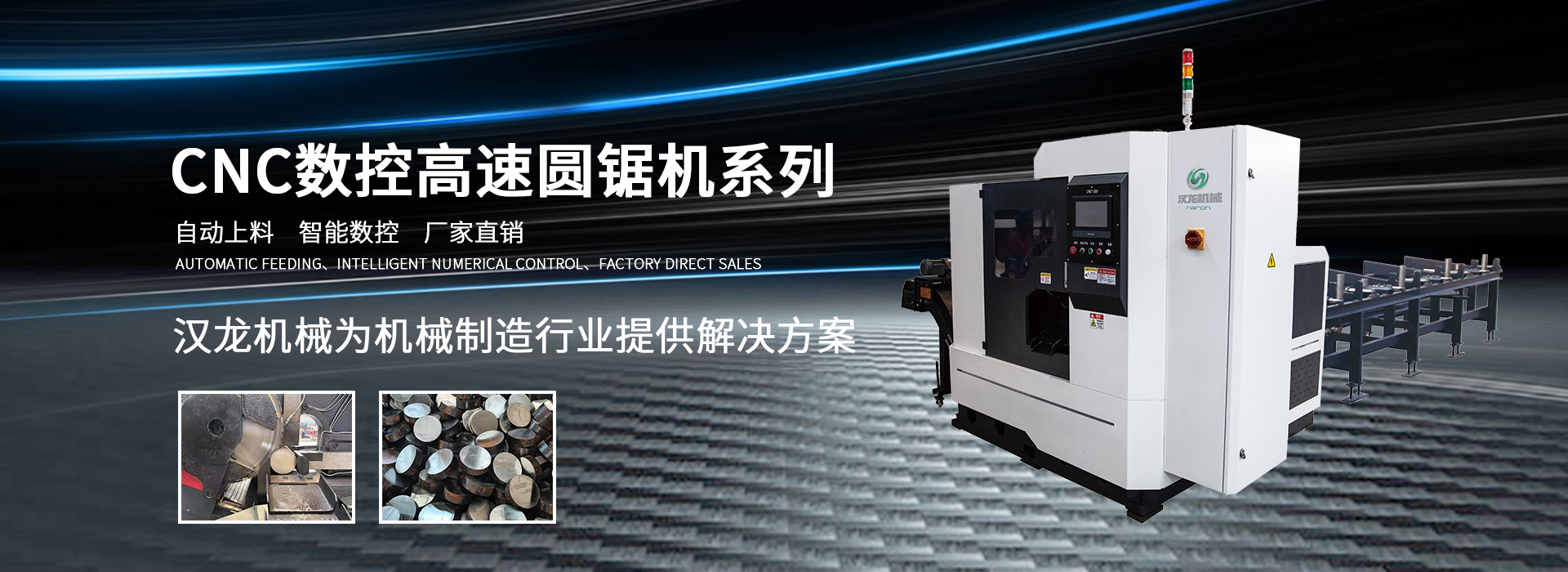
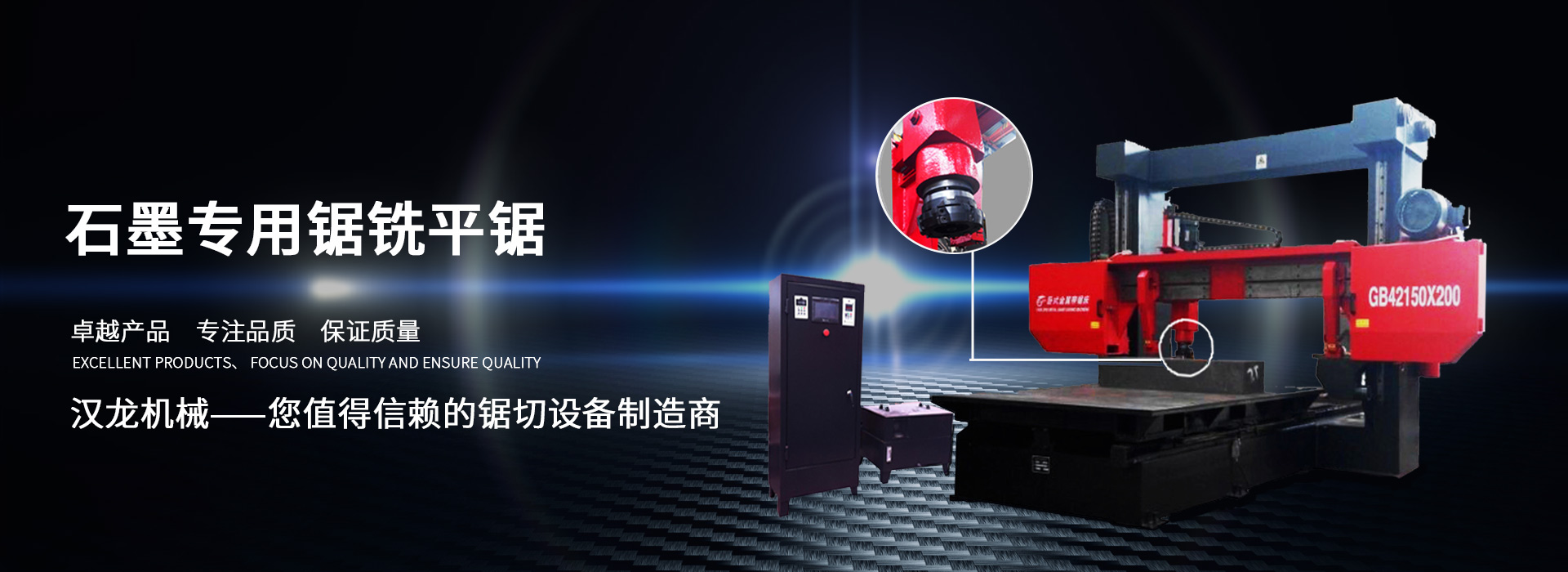
淄博漢龍機械有限公司是專業生產CNC數控高速金屬圓鋸機、切鋁鋸、石墨鋸、帶鋸床的企業
備案號:魯ICP備14024888號 | 網站地圖 XML地圖
 0533-5333776
0533-5333776  二維碼
二維碼